


Insert de découpe d'estampage de précision
Shenzhen Xincheng Precision Technology Co., Ltd. se spécialise dans l'usinage EDM à fil lent d'ultra-précision, la découpe de profils à micro-échelle, l'usinage de précision du carbure de tungstène et la fabrication de composants de moules de précision. L'entreprise est équipée de machines d'électroérosion à fil lent de haute précision, telles que la Sodick AP250L et la Seibu MM35HP, ainsi que de systèmes d'inspection automatique Keyence IM. Cela nous permet d’entreprendre des projets de micro-usinage d’ultra-précision très exigeants et de vous fournir des inserts de découpe d’estampage de précision de haute qualité.
envoyer une demande
Description du produit
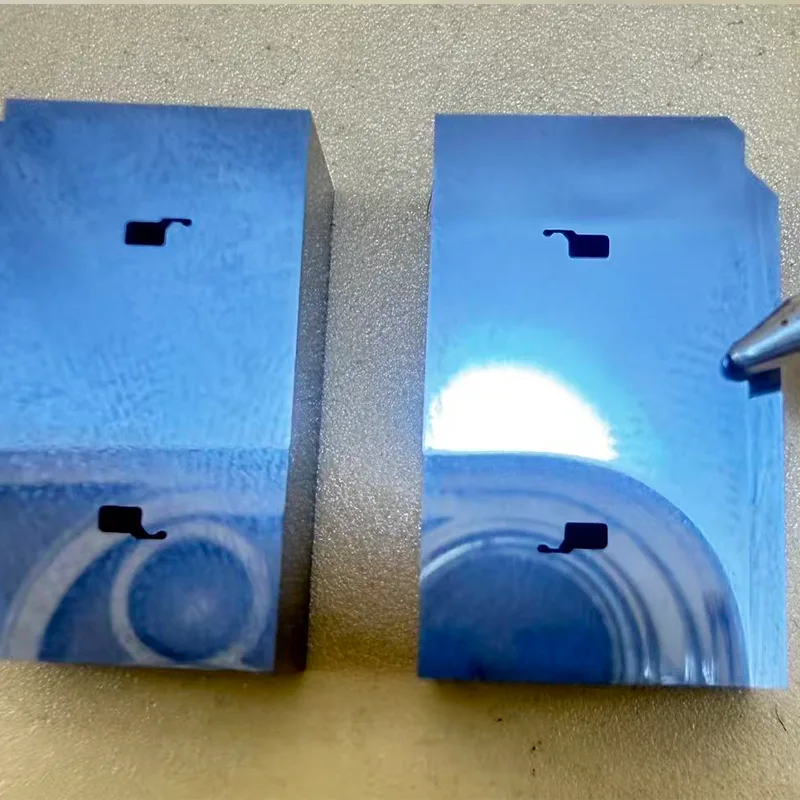
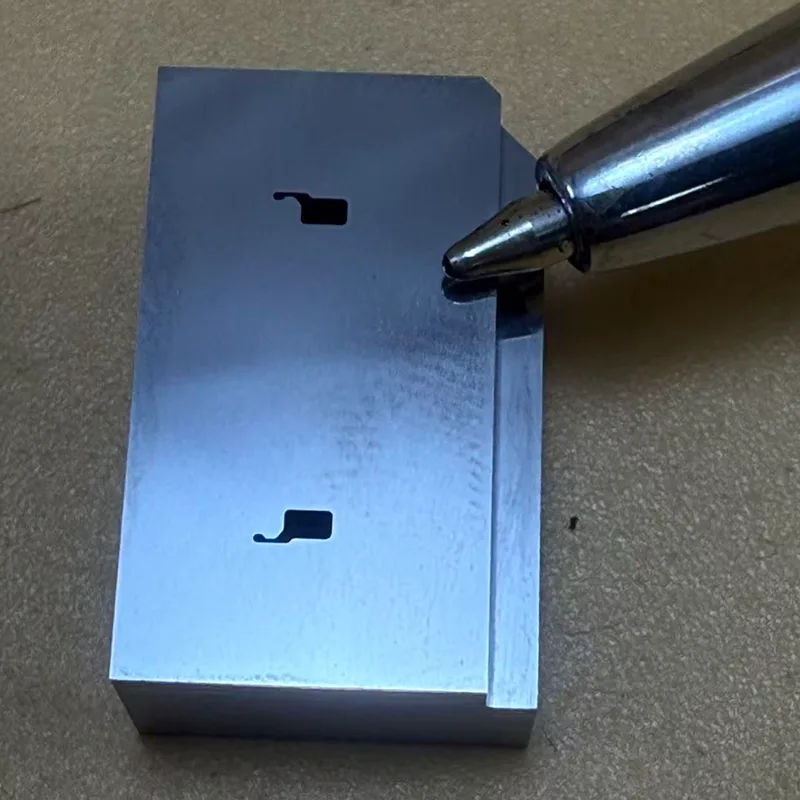
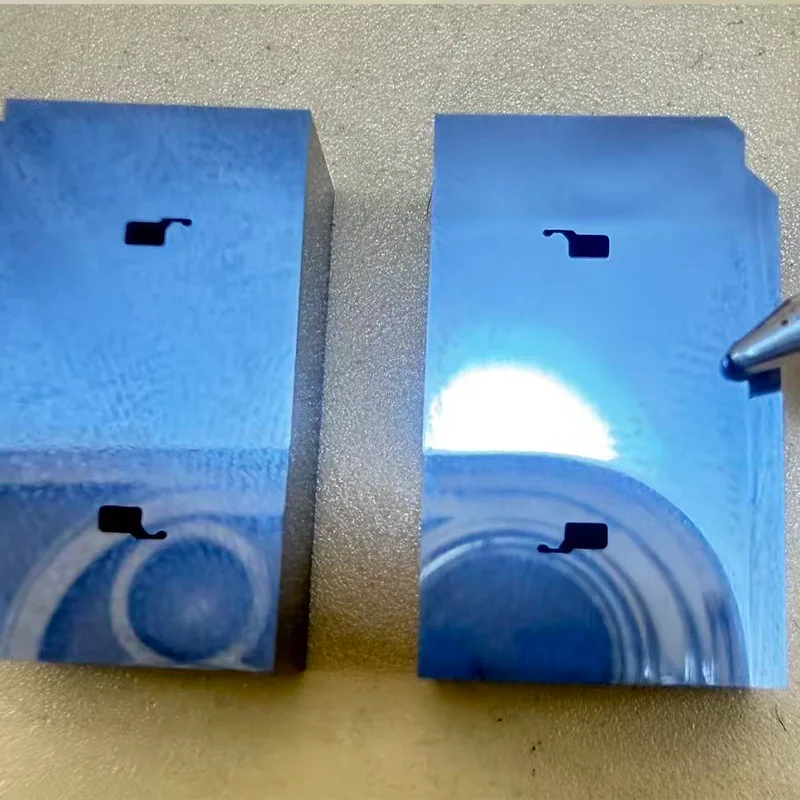
Cette étude de cas détaille un projet d'usinage EDM à fil lent ultra-précis pour une plaquette de découpe d'estampage de précision haut de gamme. L'insert est fabriqué à partir de carbure cémenté KD20 (carbure de tungstène), avec une dureté matérielle de HRA 90-92 ; il représente un exemple typique d'un composant de moule d'ultra-précision à haute dureté et haute fragilité. La géométrie du produit intègre des micro-profils complexes, des arêtes de coupe droites sans cône et des structures complexes et coniques avec précision. Ces inserts sont largement utilisés dans les domaines des moules de connecteurs, des moules de circuits intégrés et de semi-conducteurs, du matériel de précision pour les nouvelles applications énergétiques et des matrices d'estampage électroniques haut de gamme.
Paramètres d'usinage
|
Article en traitement |
Détails des paramètres |
|
Nom de la pièce |
Insertion de bord de coupe d'estampage de précision |
|
Équipement de traitement |
Machine d'électroérosion à fil Sodick AP250L |
|
Diamètre du fil d'électrode |
Fil de cuivre ultra-fin de 0,05 mm |
|
Technologie de traitement |
1 ébauche + 8 finitions |
|
Équipement de test |
Keyence IM-1220 Instrument de mesure d'image automatique |
|
Matériau de la pièce |
Alliage de carbure de tungstène KD20 |
|
Dureté du matériau |
HRA 90 ~ 92 (environ HRC 69 ~ 72) |
|
Capacité de tolérance dimensionnelle |
±0,001 mm |
|
Méthode d'usinage externe |
Processus combiné de coupe et de meulage solides |
|
Structure de lame droite |
Lame droite de 2 mm de hauteur, à cône zéro 0° |
|
Structure de coupe conique |
Coupe conique en cercle complet de 0,5° dans la section inférieure |
Exigences du processus d'usinage de base
Le profil externe est traité à l'aide d'une stratégie combinée de coupe et de meulage pour garantir que les dimensions de référence sont établies avec précision en une seule opération, améliorant ainsi la précision globale de l'assemblage et la cohérence des références.
La cavité interne présente une surépaisseur d'usinage sur une seule face de +0,005 mm. Grâce à de multiples passes de finition, les dimensions sont progressivement approchées pour minimiser les effets thermiques et la dérive dimensionnelle.
Le bord de coupe droit interne, d'une hauteur de 2 mm, est strictement contrôlé pour maintenir une conicité de 0° (zéro), garantissant une qualité de surface de coupe d'estampage supérieure et une cohérence de coupe.
La section inférieure du tranchant présente une conicité de 0,5° sur toute la circonférence (angle de relief) pour améliorer la stabilité de l'éjection des déchets lors des opérations d'estampage continues.
Chaque pièce est soumise à une inspection dimensionnelle à l'aide d'un système de mesure d'image entièrement automatique Keyence IM-1220, établissant un système de contrôle en boucle fermée entre l'usinage et l'inspection.
AP250L + fil de 0,05 mm + 1 contrôle de processus d'ébauche / 8 de finition
L'usinage est effectué à l'aide d'un fil de cuivre ultra fin de 0,05 mm, ce qui impose des exigences extrêmement élevées en matière de stabilité de l'équipement, de contrôle des décharges électriques et de contrôle de la tension du fil.
Pendant le processus d'usinage, une stratégie de réduction progressive de l'énergie de décharge à chaque passe de finition est utilisée. Cela implique une passe d'ébauche suivie de huit passes de finition à très faible énergie pour soulager progressivement les contraintes résiduelles internes au sein du matériau en carbure de tungstène KD20. Plusieurs passes de finition réduisent efficacement l'épaisseur de la couche affectée par les décharges électriques, améliorent l'intégrité structurelle du tranchant et prolongent la résistance à l'usure et la durée de vie de la lame.
Le contrôle de compensation de trajectoire à faible énergie est appliqué aux régions à micro-échelle pour minimiser le risque de surcoupe dans les petits coins et de dommages thermiques aux éléments structurels fins.
Lors d'opérations d'usinage prolongées, la priorité est donnée au maintien de la stabilité de la tension du fil et de l'uniformité de la décharge électrique pour limiter les risques de rupture de fil, d'écaillage des coins et de dérive dimensionnelle.
Après huit passes de finition, le tranchant obtient une finition miroir sans bavures, sans effondrement et hautement polie.
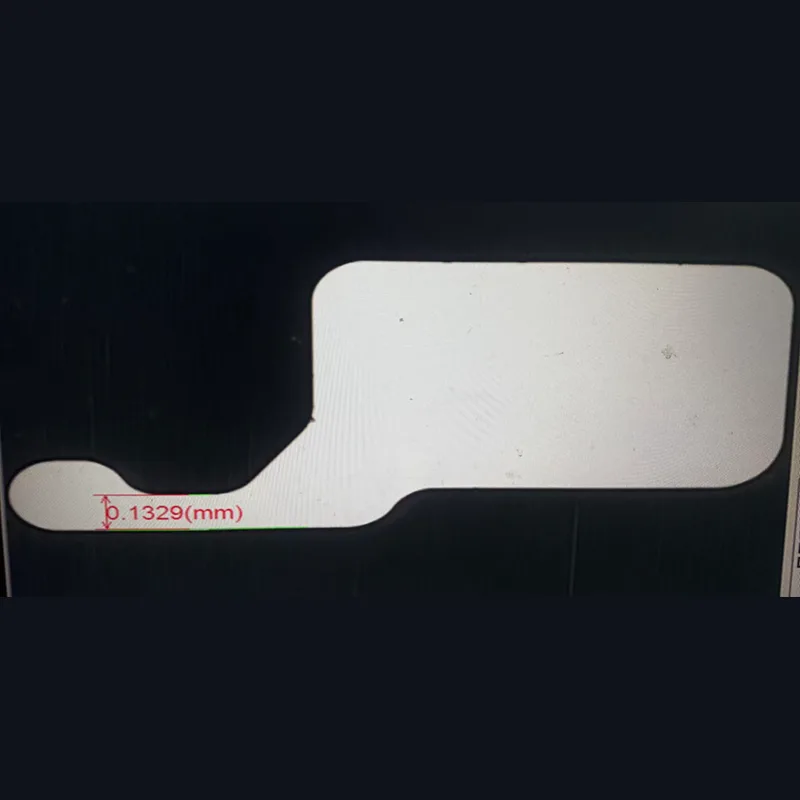
Les défis de l'usinage des micro-structures
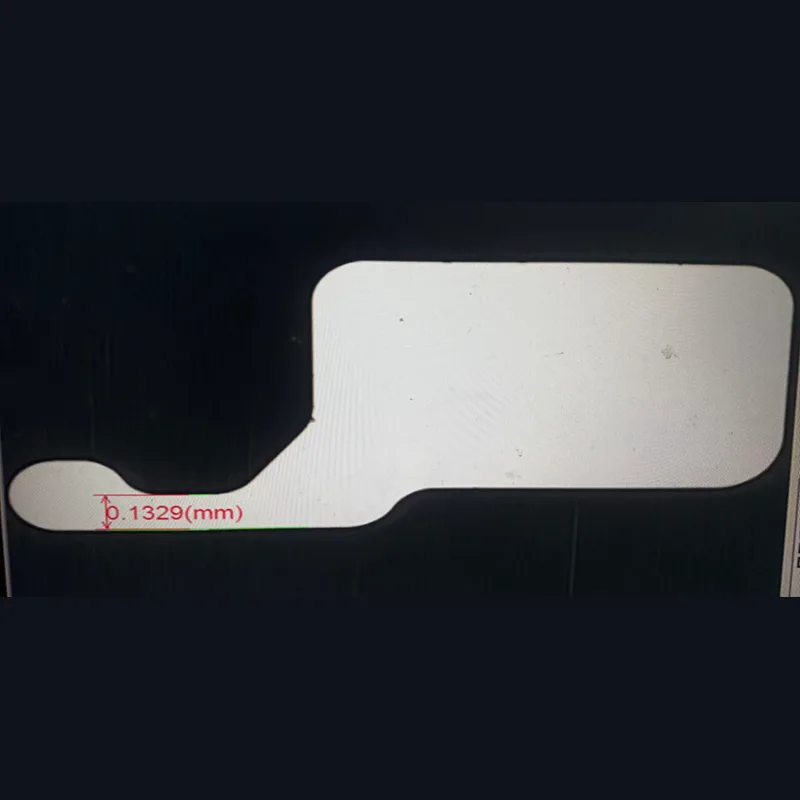
L’insert de découpe d’estampage de précision représente un exemple par excellence d’une structure d’ultra-précision, à micro-échelle et à géométrie complexe. La pièce présente des coins internes ultra-petits, des arêtes de coupe micro-fines, des fentes ultra-étroites et des géométries de coupe coniques complexes, avec les caractéristiques structurelles les plus fines mesurant environ 0,1329 mm. Fabriquée à partir de carbure de tungstène KD20, un matériau caractérisé par une dureté élevée et une fragilité inhérente, la pièce impose des exigences extrêmement strictes en matière de contrôle de l'énergie de décharge, de stabilité thermique, de compensation de trajectoire et de contrôle de coupe conique synchronisé. Ceci est particulièrement critique lors de l'utilisation d'un fil de cuivre ultra fin de 0,05 mm, où même la moindre fluctuation de la tension du fil peut compromettre l'intégrité du tranchant et la stabilité dimensionnelle de la pièce.
Environnement d'usinage à température constante contrôlée
Au cours du processus d'électroérosion à fil à avance lente et ultra-précis, l'environnement de l'atelier est maintenu à une température constante. En contrôlant strictement les fluctuations de température ambiante, les erreurs de dilatation thermique et la dérive dimensionnelle, qui se produisent généralement lors d'opérations d'usinage prolongées, sont efficacement minimisées. Cela garantit une stabilité dimensionnelle constante tout au long des multiples passes de finition, répondant ainsi aux exigences d'usinage d'ultra-précision avec une tolérance de ±0,001 mm.
Contrôle qualité et inspection à l'aide de l'IM-1220
Un système de mesure d'image entièrement automatisé Keyence IM-1220 est utilisé pour effectuer des inspections par numérisation automatisées au niveau du micron, éliminant ainsi efficacement les erreurs potentielles associées à la mesure manuelle.
Les paramètres d'inspection clés comprennent : les dimensions des contours internes et externes, les surépaisseurs d'usinage sur un seul côté, la circularité de la section de l'arête de coupe de 2 mm, l'angle de conicité de 0,5° et l'état de surface de l'arête de coupe.
Le système d'inspection est capable de résoudre de manière fiable des tolérances allant jusqu'à ±0,001 mm et génère automatiquement des rapports d'inspection qualité numérisés.
En utilisant les retours dérivés des données d'inspection, les paramètres d'usinage et les valeurs de compensation peuvent être encore optimisés, établissant ainsi un système de contrôle en boucle fermée qui intègre de manière transparente les processus d'usinage et d'inspection.
Contrôle qualité de pointe
Grâce à plusieurs étapes de finition de précision à très faible énergie, le tranchant final reste tranchant, sans bavures, sans effondrement des bords et dépourvu de marques de brûlure. Simultanément, ce processus minimise efficacement le risque d'accumulation de texture de décharge et de fissures microscopiques des bords, améliorant ainsi la qualité de la section transversale emboutie et prolongeant la durée de vie continue de l'insert de découpe d'estampage de précision.
Champs applicables
• Matrices d'estampage de précision
• Moules de connecteur
• Moules pour semi-conducteurs IC
• Composants médicaux de précision
• Matrices d'estampage électroniques de précision
• Matériel de précision pour les nouvelles applications énergétiques
Balises actives: Insert de découpe d'estampage de précision, Chine, fabricant, fournisseur, usine
Catégorie associée
Pièces d'électroérosion à fil
Pièces de matrice d'estampage en métal
Montages d'outillage de précision
Pièces mécaniques CNC
Tour CNC
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.
Produits connexes





